








72W Ultra-Bright LED Crane Safety Warning Light - Adjustable Spot & Line Projection for Warehouses & Industrial Facilities
Item No :
WT-10872Voltage :
10-48V DCPower :
72WColor :
Red/Blue/Green/WhiteMaterial :
Aluminum HousingMounting Bracket :
Screw mounted typeWaterproof :
IP 67Beam :
Spot + Line BeamMOQ :
2pcs

Superior Visual Warning for Maximum Safety
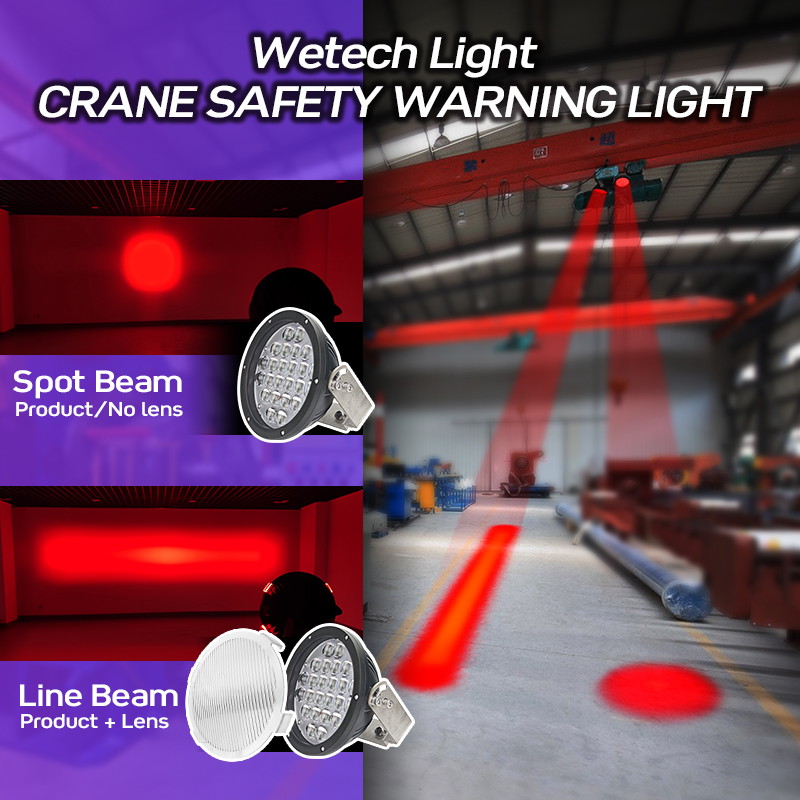
This 72W LED Crane Safety Light is engineered to prevent accidents in busy industrial environments. It projects an intense, highly visible beam directly onto the floor, creating an unmistakable warning zone around moving crane equipment. The vivid RED light (standard, other colors optional) alerts workers from all angles, significantly enhancing situational awareness and preventing entry into hazardous areas.

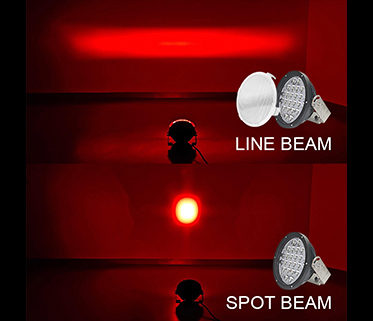
• Dual Mode Versatility
Instantly switch between a concentrated SPOT (for long-distance piercing signals) and a wide LINE (for marking crane paths and hazardous zones).
• Industrial-Grade Durability
Robust aluminum housing with IP65 rating, resistant to impacts, vibrations, moisture, and dust.
• Enhanced Safety Compliance
Creates a highly visible visual barrier, reducing collision risks and improving floor worker awareness, aligning with OSHA-style safety protocols.
Specification
These features ensure excellent performance, which is reflected in the following technical specifications:
| Projection Distance | 8m-10m |
| Light Source Power | 72W LED |
| Voltage | 10-48V DC |
| Light Source Type | CREE |
| Light Source Life | 50000H |
| Luminous Flux | 3500LM |
| Purpose | for retrofit/upgrade |
| Color | RED, BLUE, GREEN, WHITE |
| Waterproof | lP67 |
| Material Diecast | Aluminum Alloy |
| Size | 230*98mm |
| Warranty | 1 Year |
Detailed Product Description
Importance of Warehouse Crane Safety Lights
Warehouse crane safety lights, typically high-intensity LED warning or signaling lights, are critical components in modern industrial material handling and warehouse safety systems. They are designed to enhance visibility and awareness around overhead cranes (such as bridge cranes, gantry cranes, and jib cranes), preventing accidents and ensuring a secure working environment.
Innovative Adjustable Optics: Spot & Line Modes
The core feature of this light is its patented adjustable lens system.
SPOT Mode: Focuses the 72W LED output into a powerful, concentrated circle of light. Ideal for long-range signaling, pinpointing lift zones, or marking specific danger points with high precision.
LINE Mode: Transforms the beam into a sharp, fan-shaped line. Perfect for outlining the entire path of a crane, marking the boundaries of operating areas, or creating "no-entry" lines on the floor. The line length and width are adjustable based on mounting height
High-Power & Energy-Efficient LED Technology: Equipped with top-tier 72W LED chips, this light delivers luminosity comparable to traditional 300W+ halogen solutions while consuming far less energy. It offers instant on/off functionality, zero warm-up time, and a lifespan exceeding 50,000 hours, drastically reducing maintenance and replacement costs.
Built for the Toughest Environments: Constructed from die-cast aluminum alloy with a corrosion-resistant powder-coated finish, this housing ensures superior heat dissipation and longevity. The IP65 waterproof and dustproof rating guarantees reliable operation in harsh warehouse conditions, including areas with high humidity or airborne particles.
Applications
Overhead Bridge Cranes & Gantry Cranes
Jib Cranes & Monorail Systems
Automated Guided Vehicles (AGVs) & Forklifts
Conveyor Belt Hazard Marking
Factory & Warehouse Safety Zone Delineation
Ports, Rail Yards, and Heavy Equipment
Core Importance:
Accident Prevention & Personnel Safety: The primary and most crucial role is to prevent collisions and strikes. When a crane is in motion, its path—especially the hook, load, or the crane itself—can be a significant hazard. Safety lights project a highly visible beam (often a solid or flashing colored spot or line) onto the floor, clearly marking the crane's danger zone or travel path. This gives ground personnel, forklift operators, and other workers a clear, real-time visual warning to stay clear, drastically reducing the risk of being struck by moving equipment or falling loads.
Mitigating Blind Spots & Enhancing Awareness: Cranes often operate in environments with visual obstructions, noise, and limited sightlines for both the crane operator and floor staff. The safety light creates an unambiguous visual signal that cuts through auditory distractions and physical barriers, ensuring everyone is aware of crane activity even if they cannot see the crane directly or hear its alarms over ambient noise.
Complementing Audible Alarms: In loud warehouses, audible alarms can be drowned out. Safety lights provide a silent, visual redundancy that is effective in high-noise areas. Together, audible and visual signals create a multi-sensory warning system, ensuring the message is received under various environmental conditions.
Improving Operational Efficiency: By clearly defining the hazard area, these lights facilitate smoother traffic flow on the warehouse floor. Workers can move confidently outside the marked zones, reducing unnecessary stoppages, hesitation, and miscommunication. This allows crane operations to proceed with fewer interruptions, boosting overall productivity.
Regulatory Compliance & Risk Management: Many occupational health and safety regulations (such as OSHA guidelines in the U.S. or similar standards globally) mandate clear signaling for moving industrial equipment. Implementing crane safety lights helps companies comply with these regulations, demonstrating a commitment to safety. This also reduces liability, lowers the risk of costly accidents, and minimizes associated downtime and insurance costs.
Key Advantages & Benefits:
High Visibility & Precision: Modern LED lights produce intense, bright beams that are visible even in well-lit warehouses. Some systems project a sharp, defined line or pattern (e.g., a red circle around the hook), precisely indicating the hazard area rather than just a general warning.
Durability & Low Maintenance: Designed for industrial environments, these lights are typically robust, vibration-resistant, and sealed against dust and moisture (IP-rated). LED technology offers a long operational life (tens of thousands of hours) with minimal energy consumption and virtually no maintenance compared to traditional lighting.
Flexibility & Customization: Systems can be customized based on needs. Options include different colors (red for danger/stop, amber for caution, green for safe), modes (steady, flashing, strobe), and projection patterns (spots, lines, cross-hairs). Lights can be mounted on the crane bridge, trolley, or hook block.
Cost-Effectiveness: The investment in a safety light system is far outweighed by the potential costs avoided: preventing injuries, fatalities, damage to inventory and infrastructure, legal penalties, and production delays. It is a proactive, relatively low-cost safety measure with a high return on investment in terms of risk reduction.
Promotes a Safety Culture: The visible presence of such clear warning systems reinforces a company-wide culture of safety. It shows employees that their well-being is prioritized, leading to increased vigilance and adherence to other safety protocols.

With its robust design, multi-color beam options, and industry-leading durability, it’s the ultimate tool for visual safety management.
View More
Features super-bright Osram LEDs delivering up to 470 lumens, projecting a clear red or blue zone up to 5 meters ahead to effectively warn pedestrians and workers in noisy environments
View More
A high-performance safety essential for forklifts and industrial vehicles, this red beam warning light delivers reliable zone alerting to prevent collisions
View More
a professional safety solution for forklifts, projecting a high-visibility ground zone to alert pedestrians/vehicles of its range and reduce collision risks in warehouses, factories, logistics, and construction sites.
View More
a professional safety solution for forklifts and industrial handling equipment. It projects a high-visibility ground warning zone to alert pedestrians and vehicles of the forklift’s range, reducing collision risks in warehouses, factories, and logistics/construction sites
View More
A high-performance safety essential for forklifts and industrial vehicles, this red beam warning light delivers reliable zone alerting to prevent collisions
View More
Upgrade your forklift’s safety and visibility with our IP67 Waterproof 45W LED Forklift Blue Spot Light – designed for harsh industrial environments, warehouses, loading docks, and outdoor yards
View More
40W High Power ARC Safety Warning Light is specifically tailored for forklifts and other industrial vehicles.
View More




Phone : +86 -13924120087
Email : info@wetechhk.com
Address : UNIT NO.532B ON 5/F, STAR HOUSE, NO.3 SALISBURY ROAD, KOWLOON,HONGKONG
Copyright @ 2026 Wetech Electronic Technology Limited All Rights Reserved.  Network Supported
Network Supported
leave a message
Scan to Wechat :

Scan to WhatsApp :



