Wetech Electronic Technology Limited
Founded in 2015, we are a professional manufacturer focusing on industrial machinery LED lighting and forklift safety solutions. We are located in Dongguan City, Guangdong Province, China.
• Established: 2015
• Factory Location: Dongguan City, Guangdong Province, China
• Factory Area: 2,000 square meters
• Team Size: 60+ Employees
• Core Business: LED Work Lights, Forklift Safety Lights and Industrial Machinery Lighting Systems
• Number of SKUs: 800+
• Annual Production Capacity: 300,000+ units
Since our establishment, we have grown from a small workshop focusing on forklift safety lights to a trusted supplier in the global industrial machinery lighting field. Our product range has expanded to cover agriculture, mining, logistics and other industries.
• 2015: Wetech Electronics was founded, focusing on the R&D and production of LED forklift safety lights
• 2018: Launched a series of safety warning lights and obtained a series of certifications such as E-MARK, ISO, and RoHS
• 2020: Purchased a new factory building
• 2021: Moved to a new 2,000-square-meter factory building
• 2023: Further expanded the product line and launched series such as GOBO projection safety lights
• 2026: Launched the AI detection safety system and focused on developing the heavy machinery auxiliary lighting series



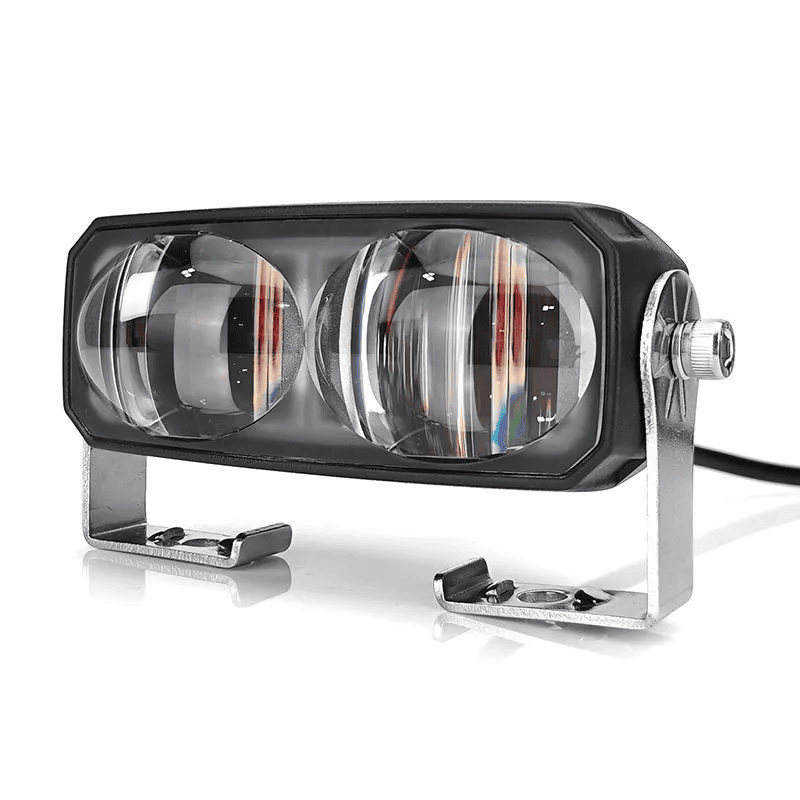
We design and manufacture a full range of industrial and agricultural machinery lighting solutions to meet the safety and operational needs of different industries, including but not limited to the following product series:
• Forklift Safety Lighting: Arrow, Spot, Line, and ARC Beam Lights for warehouse safety warning
• Gobo Pattern Projectors: Custom safety warning patterns for industrial sites
• Warning & Strobe Lights: High-visibility warning lights for machinery and vehicles
• Agricultural Machinery & Mining Lights: High-brightness, durable lamps suitable for harsh environments
• Rechargeable Work Lights & Tail Lights: Portable and auxiliary lighting solutions
Every product is designed to solve specific problems: improving workplace safety, reducing accidents, and ensuring visibility in low-light or harsh conditions.
Unlike trading companies, we control every link of production:
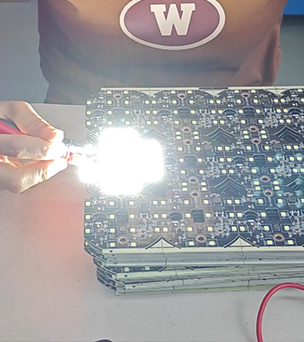
• All circuit boards are independently designed by our engineers
• Own SMT production line to ensure assembly consistency
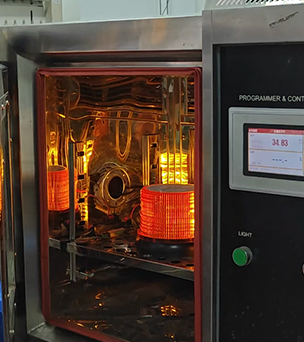
• Each product series undergoes more than 36 hours of aging test before delivery
• Multi-level protection grade designs such as IP65, IP67, and IP69K to meet various environmental needs
• Standardized production scheduling process to ensure reasonable delivery time for both bulk and customized orders
Relying on independent R&D and in-house production mode, we have natural price advantages:
• Eliminate intermediate distributor links and offer customers direct factory prices
• Independently control R&D, production, and quality control costs for higher cost performance
• Quantity discounts available; long-term cooperative customers can enjoy tiered preferential policies
• More competitive prices with the same quality
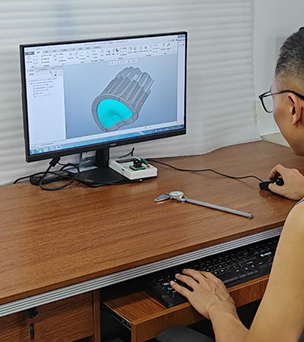
Innovation is our core competitiveness, with in-depth R&D and emphasis on authoritative compliance certifications:
• Hold 5 design patents
• Possess independent product design capabilities and support custom private mold development
• Continuous R&D to meet the latest safety standards such as E-mark and SAE
• Keep abreast of industry trends and potential needs to develop innovative products in a timely manner
• Equipped with high-standard waterproof and dustproof grades, and hold CE, RoHS EU compliance certifications
• Products comply with global safety and performance standards and hold more than 10 professional certifications such as E-mark, ISO, and RoHS.
We value long-term cooperation more than one-time transactions:
• Professional pre-sales support to help you choose the most suitable products
• Proactive after-sales communication to solve problems quickly
• Provide flexible OEM/ODM customization services


Quality is not a slogan, but a standard throughout the entire production process.
1. Component Inspection: All components are tested before use.
2. In-Process Testing: Functional and visual inspections are conducted at every stage of assembly.
3. Aging Test: Each product series undergoes 36 hours of continuous operation test before delivery to eliminate potential faults in advance.
4. Environmental Testing: Various levels of waterproof and dustproof tests to ensure stability in different environments.
5. Final QC & Certification: Strict compliance inspections in accordance with manufacturing standards before delivery.
Our products have been sold to more than 60 countries and regions around the world, serving:
• Auto Parts Distributors
• Warehousing & Logistics Enterprises
• Agricultural Machinery Operators
• Mining & Construction Operators


Our Mission & Vision
The mission of Wetech Electronics is to provide global customers with safe, reliable, and high-performance industrial machinery lighting solutions, protect the safety of front-line personnel, and improve operational efficiency.
• Mission: Make every workplace safer with innovative, durable, and compliant lighting solutions.
• Vision: To become the world's leading supplier of industrial machinery safety lighting.
• Core Values: Quality First, Customer-Oriented, Continuous Innovation, Integrity & Transparency.
Whether you need standard products or customized OEM/ODM solutions, we will fully support your business development.
Want to learn more or request a quote? Contact us today.





Phone : +86 -13924120087
Email : info@wetechhk.com
Address : UNIT NO.532B ON 5/F, STAR HOUSE, NO.3 SALISBURY ROAD, KOWLOON,HONGKONG
Copyright @ 2026 Wetech Electronic Technology Limited All Rights Reserved.  Network Supported
Network Supported
leave a message
Scan to Wechat :

Scan to WhatsApp :